
当前标签:磨削电主轴
磨削电主轴为你详细介绍
磨削电主轴的分类,包括
磨削电主轴下的所有网站建设及优化的方法、技巧、服务流程价格。同时我们还为您精选了
磨削电主轴分类的行业资讯、价格行情等,在全国地区获得用户好评,欲了解更多详细信息,请点击访问!
-
如何评估磨削电主轴价格是否合理?
2025-11-13在现代精密加工领域,磨削电主轴作为机床的关键执行部件,其性能直接影响产品的尺寸精度、表面质量与加工效率。对很多用户来说,在选购电主轴时最关心的往往不是“买哪款”,而是——这台主轴的价格是否合理?对于我们无锡市荣华机械制造有限公司而言,这个问题的答案,从来不在于价格的高低,而在于它能否真正匹配客户的应用需求与长期使用价值。一、价格的基础:从结构与配置看“成本构成”磨削电主轴的价格差异,首先体现在结构与配置上。不同型号的主轴,其内部结构、轴承形式、冷却系统、电机功率以及控制方式等···
-
磨削电主轴价格与性能如何平衡?
2025-11-13在机械制造行业中,磨削电主轴一直被视为机床性能的“心脏”。它不仅决定了加工的精度与效率,更直接影响企业的生产稳定性和经济效益。对于很多客户而言,选购磨削电主轴时,最常遇到的问题便是——如何在价格与性能之间找到平衡点?在无锡市荣华机械制造有限公司,我们始终认为,这不仅仅是一个采购决策,更是一种技术与应用的协调思维。一、性能,是电主轴的核心价值电主轴的性能,体现于转速、扭矩、精度、温控、动平衡以及稳定性等多个维度。磨削工况通常要求高转速与高精度的同步表现,而这一点需要从设计、材料···
-
如何评估定制磨削电主轴方案的可行性?
2025-11-10在现代制造中,磨削电主轴的性能已成为决定加工精度与生产效率的重要因素。尤其在高精度零部件、模具以及硬质材料加工领域,越来越多的企业选择定制化电主轴方案,以满足特殊的工艺需求。然而,定制并非“越高端越好”,而是要结合工况实际,进行科学、合理的可行性评估。作为深耕主轴行业多年的制造企业,无锡市荣华机械制造有限公司始终坚持“以应用为导向、以数据为依据”,帮助客户找到最合适的方案,而不是最昂贵的选择。一、了解加工需求,是评估可行性的起点定制磨削电主轴前,首先要明确“它要做什么”。不同···
-
定制磨削电主轴在哪些行业应用广泛?
2025-11-10在制造业不断升级的今天,磨削电主轴早已不再是单纯的设备部件,而是影响加工效率、精度与品质的核心动力源。尤其是定制型磨削电主轴,凭借其灵活的设计方案与出色的适配能力,正逐渐成为各行业高精加工的**。作为深耕主轴领域多年的企业,无锡市荣华机械制造有限公司深知,不同行业的工况需求差异*大,*有通过定制化方案,才能让电主轴真正发挥出它的全部潜力。一、模具制造行业——细节决定品质模具行业对精度与表面光洁度的要求*高,尤其在模具抛光、型腔加工、精密打磨等环节中,主轴的稳定性与振动控制尤为···
-
磨削电主轴厂家的核心技术有哪些?
2025-11-07在制造业的高精度加工领域中,磨削电主轴就像一台机床的“心脏”,决定着整个系统的精度、速度与稳定性。而支撑这一切的核心,是电主轴厂家的技术底蕴。真正有实力的厂家,不是靠外观取胜,而是靠深藏于内部的核心技术体系赢得信任。今天,我们就来聊一聊——一家优秀的磨削电主轴厂家,到底掌握了哪些关键技术。一、主轴结构设计——让精度与刚性同频共振磨削电主轴的设计并非简单的零件组合,而是一场力学与热学的平衡博弈。优秀厂家在结构设计中,会深入研究主轴的受力路径、热变形规律以及动态响应特性。通过有限···
-
如何评估磨削电主轴厂家的实力?
2025-11-07在机械加工行业中,磨削电主轴的性能与可靠性往往决定着一台机床的灵魂所在。而选择一家真正有实力的电主轴厂家,不仅仅是一次设备采购,更是一次关于信任与长期合作的抉择。面对市场上琳琅满目的品牌与宣传,如何科学评估厂家的真实实力,成为了许多企业采购决策中的关键问题。一、从技术底蕴看实力——创新是衡量的核心磨削电主轴并非单纯的机械部件,而是电气、机械、控制等多领域技术的综合体。一个有实力的厂家,往往在主轴结构设计、动态平衡控制、温升管理以及轴承匹配等核心技术上具有独到的理解和实践。例如···
-
磨削电主轴安装调试要注意哪些要点?
2025-11-04在整个机床系统中,磨削电主轴的安装与调试是一项技术含量*高的工作。它不仅决定了设备能否顺利运行,更直接影响到后续加工的精度与稳定性。对于机械制造领域的技术人员来说,电主轴的安装调试过程,就像是一场对工艺细节与经验积累的考验。下面,我们从专业角度出发,深入探讨磨削电主轴安装调试中的关键要点。一、安装前的准备——从细节中建立信任安装工作开始前,必须进行全面的环境与设备检查。首先要确认安装现场的清洁度,任何微小的杂质、金属屑或粉尘,都可能在后期运转中成为潜在隐患。其次,对电主轴外观···
-
磨削电主轴适合加工哪些材料?
2025-11-04在现代制造业的车间里,电主轴的声音是生产节奏的心跳。而在众多加工环节中,磨削始终是一道对精度与稳定性要求*高的工序。它不仅是加工的“收尾”,更是决定工件品质的关键一步。而作为磨削设备的核心驱动力——磨削电主轴,其性能直接决定了材料能否被“磨”得光洁、精准、稳定。那么,磨削电主轴究竟适合加工哪些材料?这背后又有哪些技术逻辑?一、金属材料:硬度高,也磨得精磨削电主轴最常见的应用场景,就是金属加工。尤其在模具制造、汽车零部件、航空航天等领域,常见的钢、铸铁、不锈钢、钛合金等材料,都···
-
为什么磨削工况对电主轴要求更高?
2025-11-01在机加工领域中,磨削始终被认为是工艺链中**挑战的一环。不同于铣削、钻削的切削方式,磨削往往发生在*高转速、*细切深、*小间隙的状态下。每一次砂轮的轻微触碰,都是对电主轴精度、刚性、温控与动平衡的综合考验。因此,磨削工况对电主轴的要求,一直远高于其他类型的加工环境。一、磨削是一种“精细中的高压”磨削听起来似乎温和,但它的内在工况却异常苛刻。主轴在数万转每分钟的状态下,持续承受径向与轴向复合载荷,同时还要应对砂轮不平衡带来的微震。这种高频率、长时间、低容错的运行方式,使得电主轴···
-
如何延长磨削电主轴的使用寿命?
2025-11-01在精密加工领域中,磨削电主轴是机床性能的核心部件之一,它直接影响着加工的精度、效率与稳定性。随着设备精度要求不断提升,主轴在高转速、高负载、长时间运行的环境下,其可靠性和寿命管理显得尤为关键。延长磨削电主轴的使用寿命,不仅关乎设备维护成本的控制,更体现出企业对生产效率和质量的深度把控。一、控制温升——稳定运行的关键基础温度控制是影响磨削电主轴寿命的首要因素。高速旋转过程中,轴承、定子线圈以及摩擦部位都会产生热量。若温升过高,会导致轴承润滑油膜破坏、间隙变化,甚至引发早期疲劳。···
-
磨削电主轴在齿轮加工中是如何提升精度和效率的?
2025-05-28电主轴技术概述及其在齿轮加工中的应用磨削电主轴作为现代齿轮加工装备的核心部件,通过将电动机与主轴集成为一体的创新设计,为齿轮制造领域带来了显著的技术进步。在齿轮加工过程中,电主轴直接驱动砂轮或刀具进行高速旋转,省去了传统传动系统中的皮带、齿轮等中间环节,从而减少了传动误差和能量损失。这种结构特点使电主轴成为提升齿轮加工精度和效率的关键因素。齿轮作为机械传动系统中的基础元件,其加工质量直接影响整个传动装置的性能和使用寿命。随着工业领域对齿轮传动精度要求的不断提高,磨削电主轴凭借···
-
磨削电主轴在风力发电设备中的应用面临着哪些技术挑战?
2025-05-28随着现在的风力发电设备逐渐向大型化、高效化方向开始发展,对关键零部件的加工精度要求日益提高。磨削电主轴作为高精度加工的核心部件,在风力发电设备制造过程中扮演着重要角色。然而,在实际应用过程中,磨削电主轴面临着多项技术挑战,直接影响着加工效率和零部件质量。本文将系统分析这些技术难题,为行业技术发展提供参考。一、高精度保持与稳定性问题风力发电设备中的关键部件如主轴轴承、齿轮箱零件等对尺寸精度和表面质量要求严格。磨削电主轴在长期连续工作中,如何保持微米级甚至亚微米级的加工精度是一大···
-
磨削电主轴有什么简单的保养方法吗?
2025-05-25磨削电主轴作为精密加工设备的关键部件,磨削电主轴的性能优劣对加工精度和设备的使用寿命具有直接影响。掌握正确的保养方法可以有效延长电主轴使用寿命,减少故障发生率。下面介绍几种简单实用的保养方法。一、日常清洁维护1.表面清洁:每天使用后,用干净的软布擦拭电主轴外壳,去除灰尘和油污。注意避免使用腐蚀性清洁剂。2.冷却系统检查:定期检查冷却液管路是否畅通,确保冷却效果良好。冷却液不足时应及时补充。3.防护罩清理:清除防护罩内的切屑和杂物,防止异物进入主轴内部。二、润滑系统保养1.定期···
-
高速电主轴发热及传热分析
2025-05-21高速轴承摩擦发热分析1根据 Harris轴承发热量计算经验公式,高速轴承总的发量为如下: 其中,V0是润滑剂的动力粘度,n 是轴承转速( rpm) ,f0是由轴承类型及润滑方式决定的系数。2.电机电磁发热分析高速电主轴的有效输入功率除了转化为输出的机械功率 PM 外,还有一部分通过电磁损耗及机械摩擦转化为电机的热能,如图1所示。电机发热来源主要由4部分组成: 定子损耗、转子损耗、定转子气隙摩擦损耗及附加损耗。其中附加损耗 Ps 相对其他三项很小,···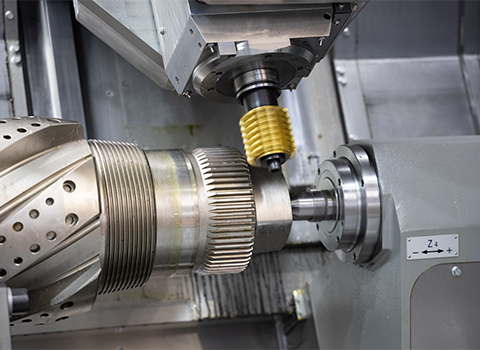
-
工具磨床的磨削主轴箱振动分析
2025-05-21试验结果及分析如图3所示,X方向行程在70mm~100mm范围内,主轴箱在 X 轴方向振动随着进给速度的增大,先减少后增大。在进给速度10mm/min 左右,主轴箱在X方向振动达到最小,振动幅值为4.7um.如图4所示,X方向行程在 7 mm~ 37mm 范围内,主轴箱主轴X方向振动是先增大后减少,在进给速度 15mm/min 左右,振动幅值达到最大,为6.4μm.由图3和图4可知,在不同的进给速度下,主轴箱在X方向的振幅呈现非线性趋势,且振幅值相差不大,振幅均在4μm~6μ···